咨询热线
400-1066-540
400-1066-540

2021年是巴山公司变革发展的关键之年,是“十四五”开局之年,巴山公司全体干部员工用实际行动践行“客户至上奋斗为本”的价值观,让精益之光照亮巴山高质量发展之路。
公司将在微信公众平台“巴山力量”开设专栏,分享巴山人在精益变革中的做法、阶段性成果、案例及涌现出的人物事迹。
标签:在制品环节
解决问题:在制品库存
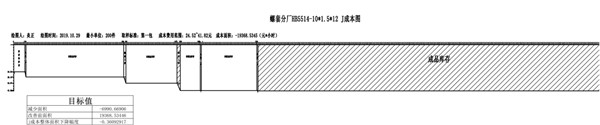
改善成果:在制品库存时间由153.08H降至33.58H
现状把握
HB5513-20×2.5×12规格四川螺套主要用于汽车行业,年发货量大,月需量较为稳定,但产品生产周期较长,一旦市场出现波动,易造成库存积压。通过绘制产品J成本图,HB5513-20×2.5×12规格螺套J成本为12,229元*H,产品从领料到发货整个周期时间为165.59H,在制品等待时长为153.08H,占比为92.45%,其中:轧丝在制品等待、绕套在制品等待、修套在制品等待时间分别占比25.70%、29.62%和20.49%。
问题分析
1.轧丝产量高于绕套工序对菱形丝的需求量,导致四川丝材积压。
2.绕套工领取菱形丝没有按照先 进先出的原则,部分菱形丝库存时间较长。
3.修套工序是手工干活,且该螺套属于大规格,工作效率较低。
4.***品生产任务重,大量***品螺套等待修套。
5.发货需求没有其他规格急迫,优先安排其他规格螺套着色,导致等待时间过长。
6.螺套着色前准备工作较多,需要占2个小时,影响上班期间的着色产量。
改善内容
1.菱形丝领用实行先 进先出的原则,按照轧制好的顺序摆放,并按需进行领用。
2.轧丝生产按照绕套工序生产节拍进行,即轧丝机处只能放置一盘菱形丝,待绕套工领取后才能再次轧制,否则轧丝机必须待机。
3.技术跟进,解决该规格螺套不能直接生产成品的问题,去掉修套工序,绕套工序完成后直接进入着色工序。
4.槽液更换时间由上班刚开始后改为下班之前,验证无问题后,固化到工艺规程中。
5.分厂根据周发货计划进行着色任务安排,并张贴在看板上进行可视化,减少着色工序之前的时间等待浪费。
改善成果
产品J成本下降超过50%,产品收益力由16911PPM提升至48681PPM,在制品库存时间由153.08H降至33.58H。

员工感悟
J 成本理论利用图表的形式将产品全生命周期的等待时间予以显性化,可以使管理者清晰的发现生产过程中的断点。进而通过采取提升产品流转频次、降低工序间库存等待等措施,达到公司*********增加的目的。——炎正
领导点评
经营的初心和原点是现金流,J成本理论能够使我们快速地发现传统生产管理中的薄弱点,并通过改善予以提升资产的运营能力,提升企业的核心竞争力。——毛尽国






 豫公网安备 41070202001612号
豫公网安备 41070202001612号